
新闻活动
激光熔覆是一种优秀的表面改性技术。它通过在金属基材表面添加熔覆材料(复合金属粉末),利用高能量密度、高均匀性激光束的瞬间加热,使熔覆材料与金属基材表面一起熔化,形成液态金属熔池,并通过熔池自然冷却凝固,从而在基材表面形成冶金结合的新材料熔覆层。这种新材料熔覆层能够显著改善基体材料表面耐磨、耐蚀、耐热、抗氧化以及电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求,同时可节约大量材料成本。
相对于传统的堆焊、热喷涂、电镀和气相沉积等表面改性工艺,激光熔覆具有极低的稀释率、致密的组织结构、优秀的冶金结合强度、熔覆层粉末可根据需求调配等众多优良特性,应用前景十分广阔。
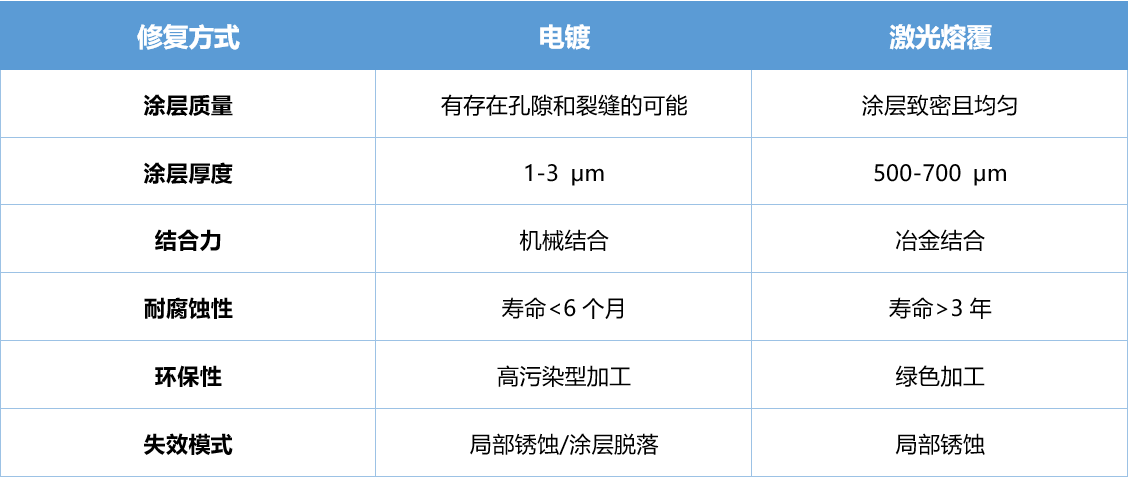
相较于电镀,激光熔覆具有以下优势:
1、性能更优。耐磨、耐腐蚀性可修复性激光均优于电镀。
2、寿命更长。激光较电镀寿命长6倍以上。
3、价格接近。激光熔覆目前修复一平米价位在2000-2500元并有逐渐降低的趋势,电镀为1500-2000元。
炬光科技DLight系列高功率半导体表面处理系统专门针对金属表面处理应用优化设计,经过可靠测试的系统由小型化的高功率激光光源,具备完整控制和保护功能的电源控制系统以及双通路水冷系统构成。
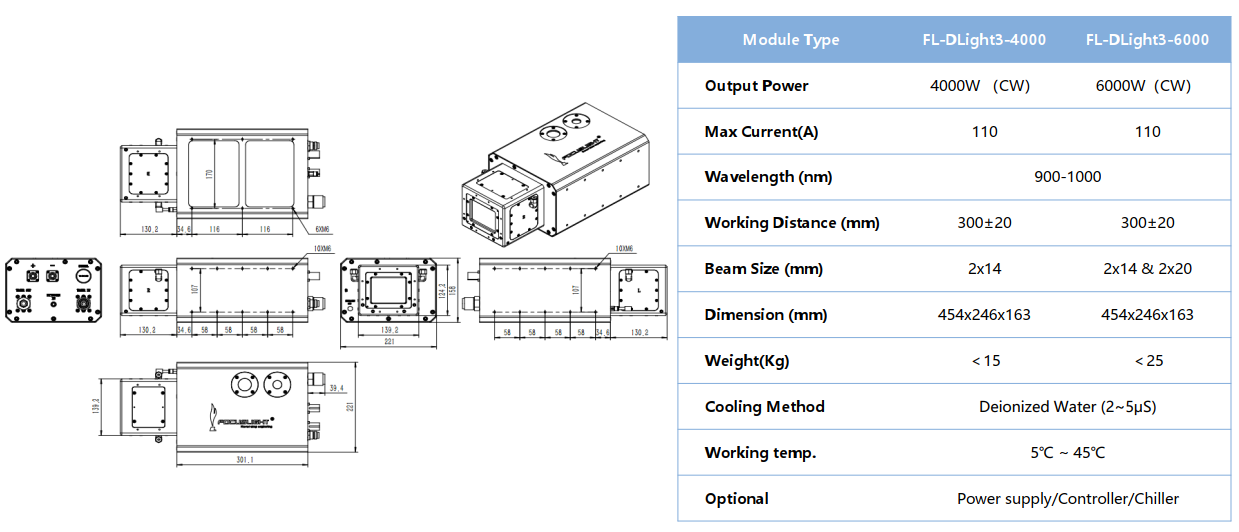
1、更适合激光熔覆的激光能量密度:120-150W/mm2连续可调
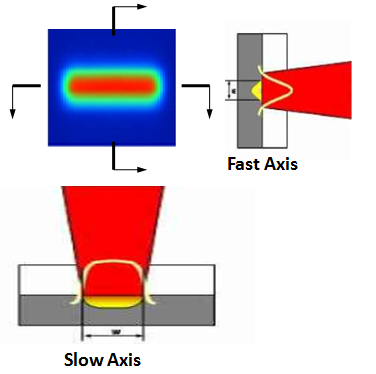
2、更高效的均匀激光光斑:2*14mm/2*20mm
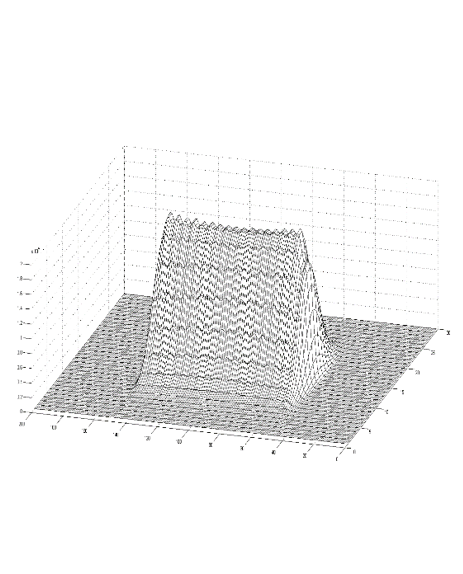
3、均匀的激光能量分布:光斑长度方向均匀性可达90%
4、良好的熔覆粉末利用率:≥90%
5、一流的器件封装技术,确保光源寿命
6、人性化的人机交互方式和完善的系统运行保护功能
7、 极佳的电光转化效率和极低的设备运营成本
目前,半导体激光熔覆已广泛应用于钢铁、石油、煤炭等重工业行业中大型机械设备零部件的制造和再制造领域,同时也应用于船舶、能源、轻工业等设备和部件的修复及强化领域,成为工业生产中不可或缺的一种重要加工手段。



随着激光熔覆的广泛应用,如何提升激光熔覆工艺效果和生产效率就成了关键。激光熔覆的工艺参数主要有激光功率、光斑尺寸、能量密度、粉末粒径、送粉量、熔覆线速度、熔覆步进和搭接等,这些参数对熔覆层的稀释率、裂纹、空隙、表面粗糙度以及熔覆零件的致密性等有很大影响。
激光功率:激光熔覆使用的激光功率,可以等效视作单位时间的热输入量,虽然随着激光功率的提升,加工效率也将提升,但单位时间过多的热输入也会带来熔覆层的开裂和基体材料的热形变,由于过多的热输入会带来不良的加工效果,所以目前大家普遍认为激光熔覆的热输出上限为10000瓦。
光斑尺寸和能量密度:这两个因素相互影响并互相制约,在激光总功率不变的情况下,熔覆能量密度会影响熔覆效果,过高的能量密度会带来更大的熔池和熔深,也就带来了更高的稀释率,因此会影响熔覆层的材料特性,如过烧和开裂等;过低的能量密度带来较浅的熔深,从而带来熔覆层表面起球、空洞等不良效果。因此,只有选择合适的光斑尺寸和能量密度,才能保证熔覆工艺的最终效果。
熔覆线速度、熔覆步进和搭接:熔覆线速度和熔覆功率密度相匹配,从而形成稳定的热输入,稳定熔覆工艺;熔覆步进和搭接直接影响熔覆层的平整度(粗糙度)和单位时间的加工面积,对熔覆加工效率而言至关重要。
液压支架是煤矿井下安全作业的必要装备,操作方便、安全系数高,在机械化采掘系统中占的比例较大。液压支架立柱是将液压支架顶梁和底座连接起来的部件,承受顶板的载荷式支架的主要承载部件。在使用过程中立柱外圆表面容易被腐蚀、磨损,直至液压支架失效。受损立柱如被直接报废,既不环保,又不经济,对立柱外圆表面重新修复则是更好的选择。
目前立柱修复的主要工艺有电镀和激光熔覆,电镀工艺修复后的立柱使用寿命短、可修复次数少和环境污染严重问题,液压支架的表面硬化层易脱落,进而产生大面积腐蚀和漏液,这种失效模式会造成极其严重的安全隐患。激光熔覆液压支架的表面强化与再制造可以有效的提高支架的寿命,采用激光作为热源将合金粉末迅速熔化,在基体表面形成具有优良性能的涂层,从而达到对工件表面进行强化的目的。激光熔覆涂层与基体之间为冶金结合,结合强度高;可以根据使用工况灵活选择熔覆层的粉末成分。另外熔覆层有一定厚度,可以对受损表面进行修复,使待修复工件达到新件的技术标准。修旧如新、修旧胜新,使得激光熔覆技术成为煤矿安全生产的重要措施之一。
西安炬光科技股份有限公司成立于2007年,是一家全球领先的专业从事高功率半导体激光器、激光微光学元器件、光子技术应用解决方案的研发、生产及销售的国家级高新技术企业。公司围绕光子技术及应用领域,致力于为全球客户提供高功率半导体激光器与激光微光学核心元器件及光子技术应用解决方案,形成了全面、完善的研发、生产及销售服务体系。







始终处于活动状态






 返回
返回